Coverlay Bonding Strength in Rigid-Flex PCB: Multi-Factor Optimization Study
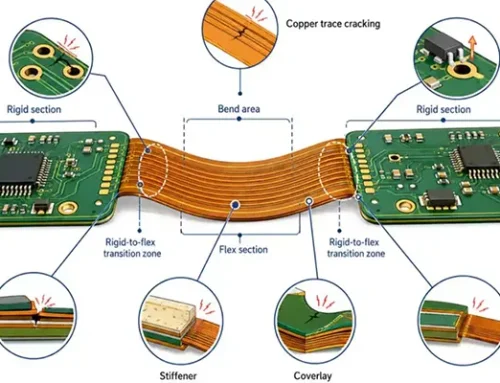
Rigid-flex printed circuit boards (Rigid-Flex PCBs), as a specialized type of printed circuit board, are widely used in foldable smartphones, medical monitoring devices, and the aerospace industry due to their ability to combine the advantages of rigid and flexible circuit boards with highly integrated designs.
Coverlay serves as the primary protective material for circuit patterns in flexible areas while also improving flexibility.
Its bonding strength with the substrate and copper foil strongly influences the electrical characteristics, mechanical strength, reliability, service life, and overall performance of rigid-flex PCBs.
In real-world use, manufacturers often encounter defects such as separation, blistering, and peeling, especially after thermal exposure.
Several factors affect the bonding performance of the coverlay interface. The chemical formulation of the adhesive layer controls its cohesive strength and compatibility with the substrate.
Black oxide and brown oxide treatments modify the surface energy of the copper foil. Hot-pressing conditions influence adhesive flow and interlayer bonding.
Surface micro-roughness also determines the effectiveness of mechanical interlocking.
This paper will experimentally verify the influence of these factors and construct a process synergy model to optimize the product.
Experimental Design
Setting of Experimental Factors
The variables and levels in this experiment are as follows:
① Two types of colloids: acrylic resin and epoxy resin;
② Two copper foil surface treatments: blackening and browning;
③ Blackening process durations of 2 min, 4 min, 6 min, and 8 min;
④ Post-blackening rapid pressing durations of 100 s, 2 min, 3 min, and 6 min.
Test Samples
(1) The material information for the test samples is shown in Table 1, where PI refers to the polyimide film substrate.
| No. | Type | Material Information |
|---|---|---|
| 1 | Flexible Base Material | DuPont AP8525 (PI thickness 50 μm, copper thickness 18 μm) |
| 2 | Coverlay Film (Acrylic Resin) | DuPont LF0110 (PI thickness 25 μm, adhesive thickness 25 μm) |
| 3 | Coverlay Film (Epoxy Resin) | Shengyi SF305C 1025NT (PI thickness 25 μm, adhesive thickness 25 μm) |
Table 1. Sample Material Information
(2) Sample preparation process flow: Pattern formation → Acid etching → Blackening or browning treatment → Vacuum rapid lamination → Curing → Testing.
Pattern formation and acid etching involve using photolithography to transfer the test pattern onto a flexible copper-clad laminate, followed by chemical etching to form the test pattern on the substrate;
The copper foil surface undergoes black oxide or brown oxide treatment before lamination.
A dedicated laminating hot-press machine carries out the vacuum hot-pressing process, while operators control the temperature, pressure, and pressing duration according to process specifications.
The curing stage uses a temperature of 180 °C and maintains the process for 60 minutes.
Performance Testing Methods
1. Peel Strength Test
The study followed the surface conductor peel-strength test method defined in *GJB 7548A—2021 General Specifications for Flexible Printed Circuits*.
Technicians conducted the test at a speed of 50 mm/min to evaluate the peel strength of various coverlay materials.
The test setup is shown in Figure 1.

Figure 1 Graph of Peel Strength Test Results
2. Thermal Stress Testing
The test procedure followed the requirements of Section 4.8.7.2 in *GJB 7548A—2021 General Specifications for Flexible Printed Circuits*.
Technicians first baked the specimens in an oven at 120 °C to 140 °C for 6 hours before applying flux.
They then exposed the samples to molten solder at (288 ± 5) °C for 10 seconds (+1 second), while keeping the back surface of each specimen aligned with the same plane as the solder bath.
After soldering, the sample shall be placed on an insulating board to cool to room temperature, and the appearance shall be inspected; the substrate shall show no blistering or delamination.
Experimental Results and Analysis
Different Blackening Treatment Durations
Experimental samples were prepared and classified based on their fabrication characteristics.
The samples were grouped according to blackening treatment duration and material type, and the peel strength of different types of cover films was tested.
The test results under cross-linked conditions are shown in Table 2. Unless otherwise specified, the peel interface was between the adhesive and the PI layer.
| Blackening Time / min | Epoxy (Peel Strength) / N | Acrylic (Peel Strength) / N | ||||
|---|---|---|---|---|---|---|
| Test 1 | Test 2 | Test 3 | Test 1 | Test 2 | Test 3 | |
| 2 | 2.8 | 2.8 | 2.8 | 1.5 | 1.6 | 1.5 |
| 4 | 2.9 | 2.8 | 2.7 | 1.5 | 1.4 | 1.5 |
| 6 | 2.7 | 2.8 | 2.8 | 1.6 | 1.5 | 1.6 |
| 8 | 2.9 | 2.7 | 2.7 | 1.5 | 1.5 | 1.6 |
Table 2. Peel Strength at Different Blackening Treatment Times (Cured State)
The peel strength of different types of cover films was retested after the thermal stress test; the results are shown in Table 3.
| Blackening Time / min | Epoxy (Peel Strength) / N | Acrylic (Peel Strength) / N | ||||
|---|---|---|---|---|---|---|
| Test 1 | Test 2 | Test 3 | Test 1 | Test 2 | Test 3 | |
| 2 | 2.6 | 2.8 | 2.7 | 1.7 | 1.6 | 1.6 |
| 4 | 2.6 | 2.6 | 2.6 | 1.8 | 1.7 | 2.2 |
| 6 | 2.7 | 2.6 | 2.6 | 1.5 | 2.8 (PI, adhesive, and black oxide layer) | 2.6 (PI, adhesive, and black oxide layer) |
| 8 | 2.6 | 2.7 | 2.6 | 1.8 (adhesive and black oxide layer) | 2.8 (PI, adhesive, and black oxide layer) | 1.3 (adhesive and black oxide layer) |
Unless otherwise specified, the peel interface was between the adhesive and the PI layer.
Based on the above test results, the following conclusions can be drawn under the blackening process conditions:
(1) Under cross-linked conditions:
The peel strength of the epoxy resin system cover film (minimum 2.6 N) is greater than that of the acrylic resin system cover film (minimum 1.4 N).
(2) After thermal stress testing:
The peel interface of the epoxy resin system cover film is consistently between the PI and adhesive layers, and the peel strength shows no significant change before and after thermal stress testing.
The thermal stress test altered the delamination interface of the acrylic resin coverlay system, indicating that temperature has a significant influence on the bonding strength between the adhesive layer and the blackened film surface.
The acrylic resin coverlay material also exhibits higher sensitivity to temperature changes.
(3) The blackening treatment time has little effect on the peel strength between the PI and the adhesive.
Different Quick-Pressing Times
Different quick-pressing times were set based on the required quick-pressing temperature and pressure conditions.
Test specimens were prepared using a blackening process for peel strength testing. The test results for the cross-linked state are shown in Table 4. Unless otherwise specified, the peel interface was between the adhesive and the PI layer.
The peel strength of different types of cover films was retested after thermal stress testing; the results are shown in Table 5.
| Fast Pressing Time | Epoxy (Peel Strength) / N | Epoxy (Peel Strength) / N | Epoxy (Peel Strength) / N | Acrylic Acid (Peel Strength) / N | Acrylic Acid (Peel Strength) / N | Acrylic Acid (Peel Strength) / N |
|---|---|---|---|---|---|---|
| 100 s | 2.6 | 2.7 | 2.7 | 1.2 | 1.1 | 1.2 |
| 2 min | 2.7 | 2.8 | 2.6 | 1.2 | 1.2 | 1.2 |
| 3 min | 2.7 | 2.8 | 2.9 | 1.2 | 2.5 | 1.3 |
| 6 min | 2.7 | 2.6 | 2.8 | 1.2 (Gelation and Black Film Formation) | 1.3 | 1.2 (Gelation and Black Film Formation) |
Table 4. Peel Strength at Different Fast Pressing Times (Cross-Linked State)
| Fast Pressing Time | Epoxy Resin (Peel Strength) / N(Adhesive & PI Interface) | Epoxy Resin (Peel Strength) / N(Adhesive & PI Interface) | Epoxy Resin (Peel Strength) / N(Adhesive & PI Interface) | Acrylic Resin (Peel Strength) / N(Adhesive & Black Oxide Film) | Acrylic Resin (Peel Strength) / N(Adhesive & Black Oxide Film) | Acrylic Resin (Peel Strength) / N(Adhesive & Black Oxide Film) |
|---|---|---|---|---|---|---|
| 100 s | 2.6 | 2.6 | 2.8 | 1.0 | 0.9 | 1.0 |
| 2 min | 2.6 | 2.8 | 2.5 | 1.0 | 1.2 | 1.0 |
| 3 min | 2.7 | 2.6 | 2.4 | 1.1 | 1.4 | 1.1 |
| 6 min | 2.6 | 2.8 | 2.5 | 1.4 | 1.6 | 2.2 (Adhesive & PI Interface) |
Table 5. Peel Strength at Different Fast Pressing Times (After Thermal Stress)
Based on the above test results, the following conclusions can be drawn regarding the blackening process conditions.
(1) Thermal Stress Effect on Acrylic Coverlay Bonding Strength and Temperature Sensitivity
For the acrylic resin system cover film material, before thermal stress, the peel strength between the cover film and the adhesive was lower than that between the adhesive and the blackened film.
However, after thermal stress, the peel strength between the adhesive and the blackened film decreased significantly and exhibited considerable fluctuation.
The results show that temperature greatly influences the bonding strength between the acrylic adhesive and the blackened film surface.
The acrylic resin coverlay system also demonstrates strong temperature sensitivity, which agrees with the findings from the blackening-treatment-duration test.
(2) Stable Delamination Interface of Epoxy Coverlay Under Thermal Stress
For the epoxy resin-based coverlay, the delamination interface remains located between the PI layer and the adhesive layer both before and after the thermal stress test.
The delamination strength also shows no significant variation after testing, which aligns with the results obtained from the blackening-treatment time experiment.
(3) The hot pressing time had little effect on the delamination force between the cover film and the adhesive.
Experimental Study on the Browning Process for Copper Foil Surfaces
Experimental samples were produced using the browning process, and comparative tests were conducted using cover films made from different adhesive systems.
The peel strength test results for the two copper foil treatment processes are shown in Table 6. Unless otherwise specified, the peel interface refers to the adhesive and PI layers.
| Test Condition | Epoxy (Peel Strength) / N | Epoxy (Peel Strength) / N | Epoxy (Peel Strength) / N | Acrylic Acid (Peel Strength) / N | Acrylic Acid (Peel Strength) / N | Acrylic Acid (Peel Strength) / N |
|---|---|---|---|---|---|---|
| Cross-Linked State | 2.5 | 2.5 | 2.5 | 1.2 | 1.3 | 1.2 |
| After Thermal Stress | 2.5 | 2.5 | 2.5 | The adhesion between the adhesive and the brown oxide film, and between the film and the adhesive, was very strong. The specimen could not be peeled off as a whole and could only be torn apart piece by piece. | — | — |
Table 6. Peel Strength Under Browning Process Conditions (Cross-Linked State)
Based on the above test results, the following conclusions can be drawn.
(1) Effect of Blackening and Browning Processes on Epoxy Coverlay Delamination Strength
Under the browning process conditions, the thermal stress test results for the epoxy system cover film showed no significant change before and after the test; in both cases, delamination occurred between the cover film and the adhesive, with a delamination force of approximately 2.5 N.
A comparison of the delamination strength results in Section 2.1 (blackening process) and Section 2.3 (browning process) shows clear trends.
The data indicates that variations in blackening and browning process conditions exert only a minimal influence on the delamination force between the epoxy system coverlay adhesive and the PI layer.
(2) Impact of Browning Process on Acrylic Coverlay Peel Strength After Thermal Stress
Under the browning process conditions, before the thermal stress test, the acrylic system cover film could be peeled away from the adhesive, with a peel strength of 1.2 N, which was lower than that of the epoxy system;
After the thermal stress test, the layers could not be effectively separated, and the film could not be peeled off as a whole, indicating an increase in peel strength;
A comparison of the peel strength results from Section 2.1 (blackening process) and Section 2.3 (browning process) reveals a clear difference between the two conditions.
The browning process produces higher peel strength for the acrylic system coverlay than the blackening process.
Process Coordination for Product Model Optimization
Based on experimental data, a model was developed to identify strategies for improving the bonding strength of rigid-flex boards.
Model 1: The copper foil surface undergoes a browning process and is coated with an acrylic resin-based film material.
Model 2: The copper foil surface undergoes a blackening process and is coated with an epoxy resin-based film material.
Conclusion
This study focuses on analyzing the factors affecting the adhesion of the cover film on rigid-flex boards and, based on the experimental results, establishes a product model for the synergistic optimization of corresponding processes.
In the production of rigid-flex boards, the appropriate selection of the cover film adhesive system and copper foil surface treatment processes is of great significance for improving the adhesion of the cover film.
Future research could further explore other potential influencing factors and develop new cover film materials and copper foil surface treatment processes to design and manufacture rigid-flex board products with higher performance.