Rolled Copper Foil for FPC: Improving Fold Resistance, Flatness, and Etchability
In recent years, the production of high-qu
ality flexible printed circuit boards has placed higher performance demands on its key conductive material— rolled copper foil. This is particularly evident in aspects such as the foil’s fold resistance, high elongation, etchability, and low surface roughness.
At the same time, higher demands have been placed on its adaptability to FPC manufacturing processes.
Regarding the quality of rolled copper foil, improving its flatness is a key factor in ensuring the smooth production and processing of FPCs.
To enhance the aforementioned key properties of rolled copper foil, extensive research and testing have been conducted, resulting in a deeper understanding of the subject and the achievement of specific scientific results.
Understanding FPC Fold Resistance and Improvements to the Rolled Copper Foil Manufacturing Process
Analysis of the Principles of FPC Fold Resistance
FPCs are categorized into single-sided and double-sided types. During use, they must be bent or repeatedly folded due to circuit design requirements.
Therefore, FPCs must possess high fold resistance and flexibility to meet the requirements of downstream applications.
The performance of the copper foil, which plays a critical role in FPCs, directly influences these two properties.
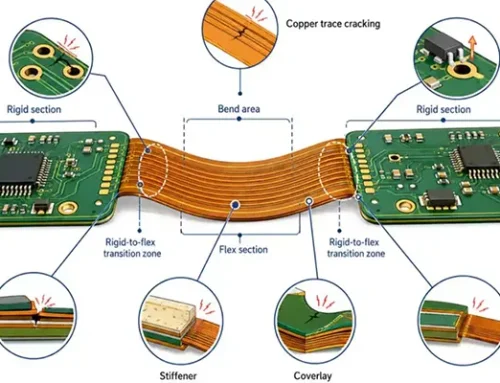
Therefore, it is crucial to investigate the principles by which copper foil influences these two properties. Taking a double-sided FPC panel as an example, the structure is as shown in Figure 1.

Figure 1: Schematic diagram of a double-sided FPC
Compared to a single-sided panel, its thickness is doubled.
Flex Resistance Testing and Deformation Analysis
After etching it into standard circuits as shown in Figure 2, a flex resistance test is conducted, typically with a load of 500g, with an R-value ranging from 0.8 to 2.0, and a bending angle of 135° in both directions.

Figure 2: Etched standard circuit pattern
The outer circumference of the deformation zone in both forward and reverse bends corresponds to the deformation of the copper foil material.
During FPC deformation, the copper foil shows the greatest amount of deformation.
Increasing FPC thickness also increases copper foil deformation. This requires higher elongation in the material.

Figure 3: Schematic diagram of the MIT test
Relationship Between Elongation and Tensile Strength
The elongation of copper foil is closely related to the material’s hardness and internal grain structure.
Figure 4 illustrates the relationship between the elongation and tensile strength of copper foil.

Figure 4: Plot of elongation versus tensile strength
The figure shows that elongation first increases and then decreases sharply as tensile strength increases.
Material State and Recrystallization Requirements
To qualify for use in flexible copper-clad laminates, the copper foil must possess a high elongation rate; therefore, the tensile strength of the material should not be too high; that is, the finished FPC copper foil must be in a soft state.
During FCCL production, manufacturers supply copper foil in a hard state to achieve high lamination efficiency and prevent excessive creasing.
The FCCL curing process softens the copper foil and reflects low-temperature softening properties as well as a low recrystallization temperature.
Analysis of Factors Affecting the Recrystallization Temperature of Copper
Numerous factors influence the recrystallization temperature of copper, specifically the following:
(1) Degree of deformation
As the degree of deformation increases, the accumulation of dislocations in the metal increases, leading to a rise in stored energy.
The higher the stored energy, the more easily the material softens under heating conditions; therefore, the recrystallization temperature decreases.
However, there is an upper limit to the increase in stored energy in copper foil caused by cold deformation.
Once cold deformation reaches a certain level, the recrystallization temperature generally no longer decreases with further cold deformation.
Based on existing production experience, this deformation level is approximately 80%;
That is, if the finished product thickness is 0.035 mm, the initial thickness must be greater than 0.175 mm to ensure its softening properties.
(2) Annealing Time
Under otherwise identical conditions, extending the annealing time can also lower the recrystallization temperature.
(3) Impurities and Alloying Elements
Both impurities and trace alloying elements can significantly increase the recrystallization temperature. Figure 5 illustrates the effect of various elements on the recrystallization temperature of copper.

Figure 5: Relationship between the addition of various elements in copper and the recrystallization temperature
Experiments have shown that, for the same amount added, the greater the difference in atomic size between the solute element and copper (i.e., the lower the limit of solubility in copper), the more significant the effect on raising the recrystallization temperature.
(4) Primary Grain Size
The finer the primary grains, the larger the grain boundary area, the higher the cold working hardening rate, the greater the energy storage capacity, and the lower the recrystallization temperature.
Improvements to the Rolling Process of Copper Foil to Enhance Fold Resistance
Based on the analysis of the four influencing factors described above, it is evident that to ensure thorough softening of the copper foil during curing, it is necessary to select an appropriate processing rate, materials with higher purity, and billets with finer grain sizes for the final rolling of the copper foil.
By controlling these factors, it is possible to achieve low-temperature softening capabilities and excellent fold resistance in the material.
However, some currently used FPCs require multiple 180-degree sharp bends during end-use layout without breaking.
The underlying principle of this material lies in its high grain orientation consistency and minimal number of grain boundaries (large grain size).
Due to varying requirements, the manufacturing process for this type of material still requires further research.
To Ensure Improved Processability of FPCs Through Enhanced Flatness of Rolled Copper Foil
Analysis of the Relationship Between Rolled Copper Foil Quality and the Flatness of Flexible Substrates
During FPC manufacturing, unevenness or even curling of the flexible substrate can sometimes lead to a decline in processing quality and yield rates, and may even affect reliability.
The flatness of the flexible substrate (FCCL) is closely related to the performance and quality of the conductive foil coated on its surface.
During the production of FCCL, the most common issues encountered in the process are the adhesion between the copper foil and the PI film, as well as dimensional stability.
The primary factor affecting these two issues with copper foil is the flatness of the material.
This is especially true for double-sided FCCL with copper foil on both sides; small unevenness produces a larger unevenness effect because copper foil on the upper and lower surfaces superimpose.
Furthermore, high-tension lamination causes material deformation and poor dimensional stability even in a relaxed state.
An uneven surface on the copper foil material can also lead to issues such as gaps and creasing.
These quality issues directly impact the production efficiency and yield rate of FCCL. This is because maintaining a good, flat-rolled profile of the copper foil plays a crucial role in the processability of FPC manufacturing.
A Study on Process Control for Achieving Good, Flat Rolled Sheet Shape in Copper Foil Rolling
Many factors influence the rolled sheet shape of copper foil, such as the viscosity and application of rolling oil, material properties, and the original roll profile.
These factors are subject to constant change during the actual production process, making sheet shape control complex and challenging.
Therefore, the implementation of automatic sheet shape control on rolling mills is a fundamental requirement.
Figure 6 illustrates the principle of automatic sheet shape control.

Figure 6: Principle of Automatic Panel Shape Control
Challenges in Sheet Shape Measurement and Control
Monitoring sheet shape during copper foil rolling requires data from the sheet-shaping rolls; however, the following issues exist:
(1) Since the copper foil rolling thinning mode operates in a speed-tension mode, the rolling tension is higher than that used in the reduction-thinning mode, with a unit tension of approximately 0.3σ0.2 (yield strength).
This distorts the sheet profile measurements taken at the profile rollers.
(2) The profile roll uses a piezoelectric sensing measurement method;
However, as the material thins, the overall pressure values decrease, leading to progressively poorer measurement accuracy.
(3) The material generates a large amount of deformation heat during the deformation process.
Although rolling oil cooling can remove some of the heat, the temperature at the edges of the coil is generally lower than that at the center, so the sheet profile measured by the profile roll is not the final sheet profile.
Strategies for Achieving Stable Flatness
Controlling the flatness of copper foil is a relatively complex process, especially when the roll train contains a large number of rolls, as the internal stresses and their variations become more complex.
To ensure excellent and stable sheet flatness, relying solely on the equipment’s automatic control is insufficient.
It is also necessary to accumulate sufficient experience in manual intervention—such as adjusting the initial roll profile convexity and setting the sheet profile curve—and to standardize the production process, making only minor adjustments during actual production as needed.
Research and Improvement of the Etchability of Rolled Copper Foil
The etchability of FCCL directly affects the quality of subsequent FPC products, and circuit patterns are becoming increasingly finer and more precise.
Metal residues caused by incomplete etching can easily lead to short circuits in high-quality FPCs, severely compromising their reliability.
Therefore, good etchability is the most fundamental requirement for copper foil.
Here is the active voice version, keeping the original meaning and avoiding an explicit object:
To ensure and improve the etchability of FPCs, copper foil performance must satisfy two aspects.
First, the copper foil should ideally feature a blackened surface with a grain-oriented alloy coating structure. This helps ensure etching processability.
Second, the particle morphology of the coating must be suitable for complete etching, leaving no residual copper powder or nodular particles, and ensuring peel strength.
Third, the particle size of the nodularized layer must be uniform and consistent. Blackened surface coatings vary among manufacturers due to differences in additives, but they generally achieve complete etching.
Effect of Coating Morphology on Etching Performance
The key is to improve the coating morphology and powder shedding while meeting the first requirement, thereby ensuring excellent signal transmission in FPCs. Figure 7 shows schematic diagrams of the morphologies of two types of surface treatment coatings.

Figure 7: Schematic illustration of the morphologies of the two surface treatment coatings
Relevant literature shows that, in adhesive-based FCCL, protruding coating particles easily embed during lamination and lead to incomplete etching.
Figure 7 shows two types of coating patterns on the left and right. The particles on the left are of uneven size, and there may even be relatively prominent particles, while the particles on the right are uniform.
For FCCLs made from these two types of copper foil, the left type tends to produce etching residue.
Protruding particles cause uneven stress distribution. Low transverse shear force further contributes.
Manufacturers should avoid this type of plating structure as much as possible during production.
Process Control for Uniform Coating Deposition
The primary causes of uneven coating particle distribution include microscopic irregularities on the surface of the substrate and improper selection of current density.
However, the most critical factor is selecting the appropriate additives, which serve to level the substrate and enhance favorable polarization, thereby ensuring more uniform deposition of the plating particles on the substrate.
At the same time, this deposition method results in a larger specific surface area compared to surfaces with significant variations in size and height, and its peel strength is no worse than that of surfaces with higher roughness.
Through repeated research and experimentation, we have identified suitable process parameters and additives to achieve a uniformly electroplated surface on calendered copper foil (see Figure 8 for an example of rolled copper foil with a uniformly coated surface).

Figure 8: Electroplated surface with uniform particles
Conclusion
The production of rolled copper foil is a relatively complex, systematic process.
In addition to the factors mentioned above that affect the processability of FPCs, many of the performance characteristics of high-quality FPCs are closely related to the copper foil used as the conductive layer of the substrate.
Therefore, in addition to production technology through continuous in-depth R&D, quality control on the production floor is also a very important aspect of ensuring its quality.
The quality level of rolled copper foil has gradually improved, but some issues still exist, such as high crystal orientation uniformity, high-fold-resistance copper foil with large grains, as well as low-roughness copper foil suitable for adhesive-free flexible substrates—all of which represent the future direction of material development.
Research on these materials is still in its infancy and requires further investment of human resources and technical expertise.